Vancouver, April 30, 2024 – FPX Nickel Corp. (TSX-V: FPX, OTCQB: FPOCF) (“FPX” or the “Company”) is pleased to announce that it has successfully completed a large-scale mineral processing pilot testing campaign for the Baptiste Nickel Project (“Baptiste” or the “Project”), the first significant component of the ongoing feasibility study (“FS”) metallurgical testwork campaign. Results from this testwork confirm the 2023 preliminary feasibility study (“PFS”) basis, thereby validating FPX’s processing strategy, flowsheet, and key metallurgical criteria, including estimated recoveries. The pilot testing campaign was funded in part by a $725,000 grant from Natural Resources Canada (“NRCan”) under the Government of Canada’s Critical Minerals Research, Development and Demonstration (“CMRDD”) program, which is advancing the commercial readiness of processing technologies that will support the development Canada’s EV battery material supply chain.
Highlights
- Pilot-scale mineral processing testwork is now complete, with metallurgical performance matching the 2023 PFS basis, confirming expected recoveries and other key performance criteria
- Testwork identified multiple opportunities to further optimize the mineral processing flowsheet through further process simplification
- Testwork produced sufficient high-grade concentrate (60% nickel) for pilot-scale testing of the downstream hydrometallurgy refinery for the production of battery-grade nickel sulphate
- Preparations for the downstream hydrometallurgical refining pilot plant are underway, with results expected to be announced in the third quarter of 2024
“These first results from our FS metallurgical testwork program further validate the processing advantages of awaruite which were demonstrated in the Baptiste PFS,” commented Andrew Osterloh, FPX Nickel’s Senior Vice President, Projects & Operations. “Conducted with support from NRCan, this large-scale pilot program has demonstrated that the processing strategy, flowsheet, and metallurgical basis from the PFS are robust, and has identified further optimization opportunities to lower capital and operating costs. This is another positive step as we continue to advance Baptiste as a potential producer of disruptive quantities of low-carbon, low-cost, Canadian nickel.”
Background
The Baptiste processing strategy leverages awaruite’s distinct properties in a simple, yet robust flowsheet. The front end of the flowsheet utilizes magnetic separation to create a “magnetics rich” concentrate of awaruite and magnetite – a process made effective due to awaruite’s intense ferromagnetism and high density. The back end of the flowsheet then utilizes conventional froth flotation to separate awaruite from magnetite – a process made effective due to awaruite’s active surface properties and magnetite’s general lack of floatability. Finally, based on awaruite’s very high nickel content, a very high-grade nickel concentrate (60% nickel) can be produced.
Downstream of the mineral processing plant, awaruite’s properties continue to provide distinct advantages, including unparalleled downstream market flexibility. Unlike conventional nickel mineral concentrates which have a high sulphur content, Baptiste’s awaruite concentrate is nearly sulphur-free and low in deleterious elements, meaning it can bypass intermediate smelting and be used directly in stainless steel fabrication. Alternatively, the Baptiste awaruite concentrate is also an ideal feedstock for the production of high-purity, battery-grade nickel sulphate for the electric vehicle (“EV”) supply chain. The Company’s PFS metallurgical testing programs have well demonstrated this flexibility, and the FS metallurgical testing program is expected to confirm these previous findings at an even larger scale.
Mineral Processing Pilot Plant
The primary objectives of the FS mineral processing pilot plant were (1) to further demonstrate the Baptiste concentrator flowsheet at a larger scale; and (2) to produce sufficient awaruite concentrate to conduct pilot-scale, continuous testing of the downstream hydrometallurgy refinery for the production of battery-grade nickel sulphate.
The testwork reported herein represents the third pilot-scale mineral processing campaign the Company has completed for Baptiste. Key parameters from each pilot plant are summarized in Table 1, highlighting that the FS pilot plant was conducted at a significantly greater scale and run time than previously completed campaigns, permitting a longer duration of steady-state operation.
Table 1 – Summary of Baptiste Pilot-Scale Mineral Processing Testing Campaigns
| Pilot Campaign | 2021 | 2022 | 2023/24 |
| Metallurgical Testwork Program | PFS | PFS | FS |
| Ore Feed Rate | 160 kg/h | 210 kg/h | 320 kg/h |
| Feed Material | Life of mine composite | Bulk sample from early mine plan years | Bulk sample from early mine plan years |
| Run Time | 0.9 days | 3.3 days | 9.9 days |
| Unit Operations Tested | Magnetic Separation | Magnetic Separation and Flotation | Magnetic and Gravity Separation and Flotation |
| Objective | Flowsheet development and generation of magnetic concentrate for bench-scale flotation testing | Flowsheet validation and generation of flotation concentrate for bench-scale refinery testing | Further flowsheet validation and generation of flotation concentrate for pilot-scale refinery testing |
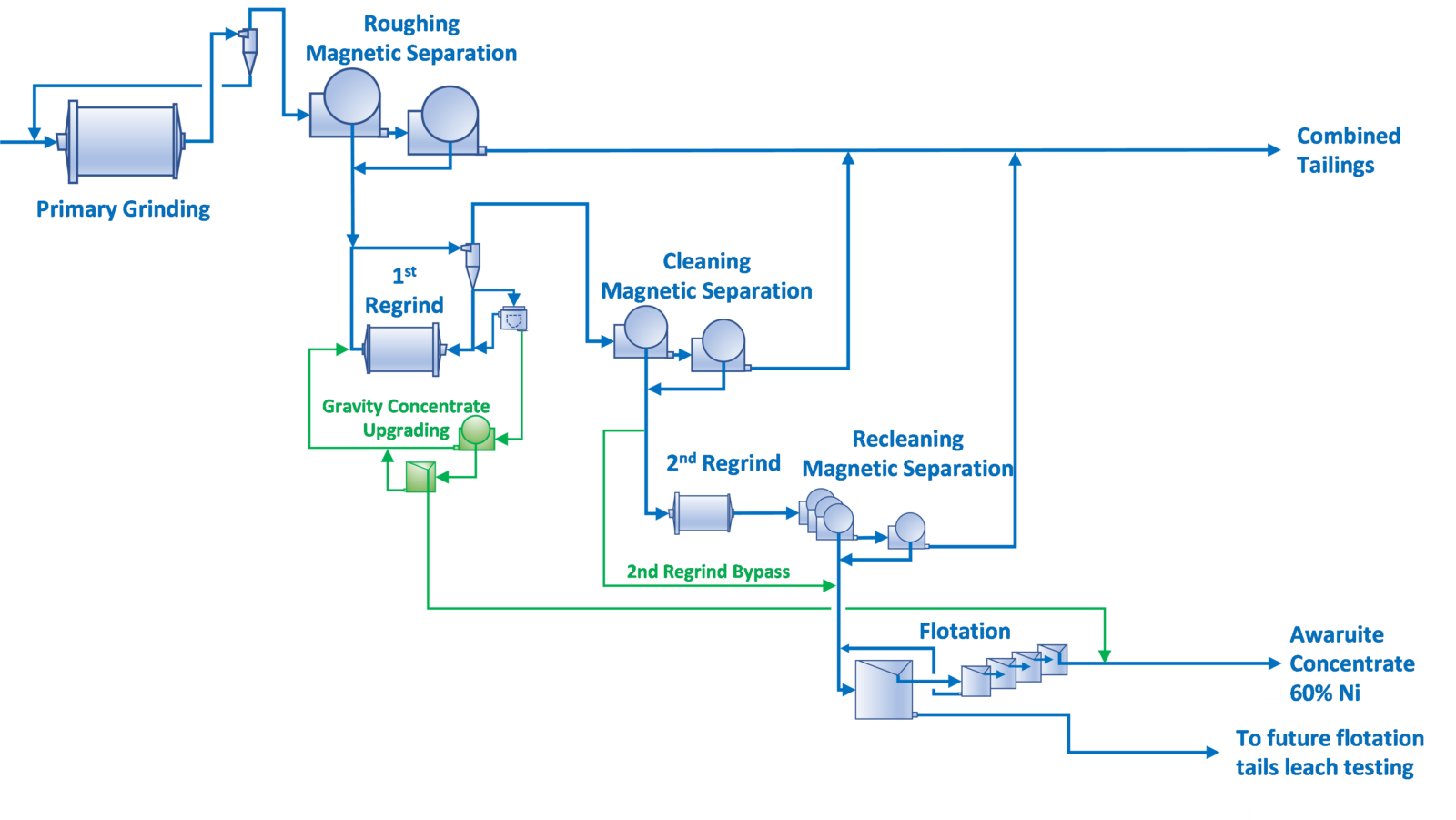
The FS pilot plant followed the flowsheet defined in the 2023 PFS, but also tested multiple optimization opportunities. The tested flowsheet is presented in Figure 1, with blue unit operations representing continuously-tested PFS flowsheet elements and green unit operations representing potential flowsheet optimizations which were also tested.
Figure 1 – Baptiste Mineral Processing Pilot Flowsheet
The Company re-engaged Corem (Quebec, Canada) to conduct the FS pilot plant, building on their experience with previous piloting and numerous bench-scale programs for Baptiste. A total of 76 tonnes of material were processed in the pilot plant, resulting in approximately 9.9 days of continuous run-time in the primary grinding and magnetic separation circuits.
When operating under normal conditions, the FS pilot plant delivered metallurgical performance that closely matched the metallurgical performance assumed in the PFS. This includes stage-by-stage recoveries, as well as the ability to produce the high-grade nickel concentrate (60% nickel) envisioned in the PFS. While these were expected results, given the quality and scale of the PFS metallurgical testwork program, the success of the FS pilot plant nevertheless provides further validation for the proposed Baptiste processing strategy, flowsheet, and metallurgical basis. Examples of the awaruite concentrates produced in the pilot plant are presented in Figures 2 and 3.
Figure 2 – First Batch of Flotation Concentrate from FS Pilot Plant
Figure 3 – Micrograph of Upgraded Gravity Concentrate
Optimization Opportunities
The extended duration of the FS pilot plant also permitted trial of two flowsheet optimizations, firstly the production and upgrading of a gravity concentrate, and secondly the elimination of the second regrind and recleaning magnetic separation stage. As discussed below, both of these optimization opportunities have the potential to contribute to flowsheet enhancements that contribute to lower associated processing costs.
Early Recovery of Coarse, Liberated Awaruite to Final Concentrate
The second PFS pilot plant noted considerable circulating load of awaruite in the first regrind circuit due to the high specific gravity and malleability of awaruite and the use of a hydrocyclone to close the grinding circuit. Continuous testing during the FS pilot plant demonstrated the technical viability of using a centrifugal concentrator to recover coarse, liberated awaruite from grinding circuit recirculating loads. This approach is commonly applied in the gold industry to recover coarse gold particles. Gravity concentrates grading 20-40% nickel were produced, and then successfully upgraded to the final concentrate grade of 60% nickel using magnetic separation and flotation steps.
While the PFS envisioned advancing the coarse, liberated awaruite to the cleaner magnetic separation feed, the early recovery of this material to a final product reduces the risk of downstream overgrinding and its potential recovery impact. As such, FS pilot testwork clearly demonstrates that awaruite’s high density can be effectively managed in an industrial grinding circuit.
Elimination of Secondary Regrinding and Recleaning Magnetic Separation
The second optimization trialed the elimination of the second regrind and recleaner magnetic separation circuits. To test this, cleaner magnetic separation concentrate was directly fed to froth flotation. Testwork showed overall recoveries comparable to the PFS flowsheet. For this approach, rougher concentrate would then be reground prior to cleaner froth flotation, but this would require a significantly smaller regrind circuit, resulting in process simplification, capital cost savings, and operating costs savings. This opportunity will be further investigated and validated in upcoming stages of the FS metallurgical testwork program, with the potential for additional processing cost benefits for the Project.
Hydrometallurgical Refinery Pilot Plant
The awaruite concentrate generated during the mineral processing plant will now be used in the downstream hydrometallurgical refining pilot plant. FPX has re-engaged Sherritt Technologies Ltd. to conduct this testwork, building on their successful completion of the previous batch-scale testing program in 2023. As noted in the Company’s news release dated May 17, 2023, the 2023 program successfully demonstrated FPX’s proposed refinery flowsheet can produce battery grade nickel sulphate at the batch-scale, and FS testwork program will now aim to demonstrate similar findings at the pilot-scale. Preparations for this pilot plant are underway and results are expected to be announced in the third quarter of 2024.
Qualified Person
The metallurgical information in this news release has been prepared in accordance with Canadian regulatory requirements set out in National Instrument 43-101: Standards of Disclosures for Minerals Projects of the Canadian Securities Administrators (“NI 43-101”). Testwork was supervised, reviewed, and verified by Kyle D. Marte, P.Eng., FPX Nickel’s Principal Metallurgist and a “Qualified Person” as defined by NI 43-101.
About the Decar Nickel District
The Company’s Baptiste Nickel Project represents a large-scale greenfield discovery of nickel mineralization in the form of a sulphur-free, nickel-iron mineral called awaruite (Ni3Fe) hosted in an ultramafic/ophiolite complex. The Baptiste mineral claims cover an area of 245 km2 west of Middle River and north of Trembleur Lake, in central British Columbia. In addition to the Baptiste Deposit itself, awaruite mineralization has been confirmed through drilling at several target areas within the same claims package, most notably at the Van Target which is located 6 km to the north of the Baptiste Deposit. Since 2010, approximately US $30 million has been spent on the exploration and development of Baptiste.
The Baptiste Deposit is located within the Baptiste Creek watershed, on the traditional and unceded territories of the Tl’azt’en Nation and Binche Whut’en, and within several Tl’azt’enne and Binche Whut’enne keyohs. FPX has conducted mineral exploration activities to date subject to the conditions of agreements with First Nations and keyoh holders.
About FPX Nickel Corp.
FPX Nickel Corp. is focused on the exploration and development of the Decar Nickel District, located in central British Columbia, and other occurrences of the same unique style of naturally occurring nickel-iron alloy mineralization known as awaruite. For more information, please view the Company’s website at https://fpxnickel.com/ or contact Martin Turenne, President and CEO, at (604) 681-8600 or [email protected].
On behalf of FPX Nickel Corp.
“Martin Turenne”
Martin Turenne, President, CEO and Director
Forward-Looking Statements
Certain of the statements made and information contained herein is considered “forward-looking information” within the meaning of applicable Canadian securities laws. These statements address future events and conditions and so involve inherent risks and uncertainties, as disclosed in the Company’s periodic filings with Canadian securities regulators. Actual results could differ from those currently projected. The Company does not assume the obligation to update any forward-looking statement.
Neither the TSX Venture Exchange nor its Regulation Services Provider accepts responsibility for the adequacy or accuracy of this release.